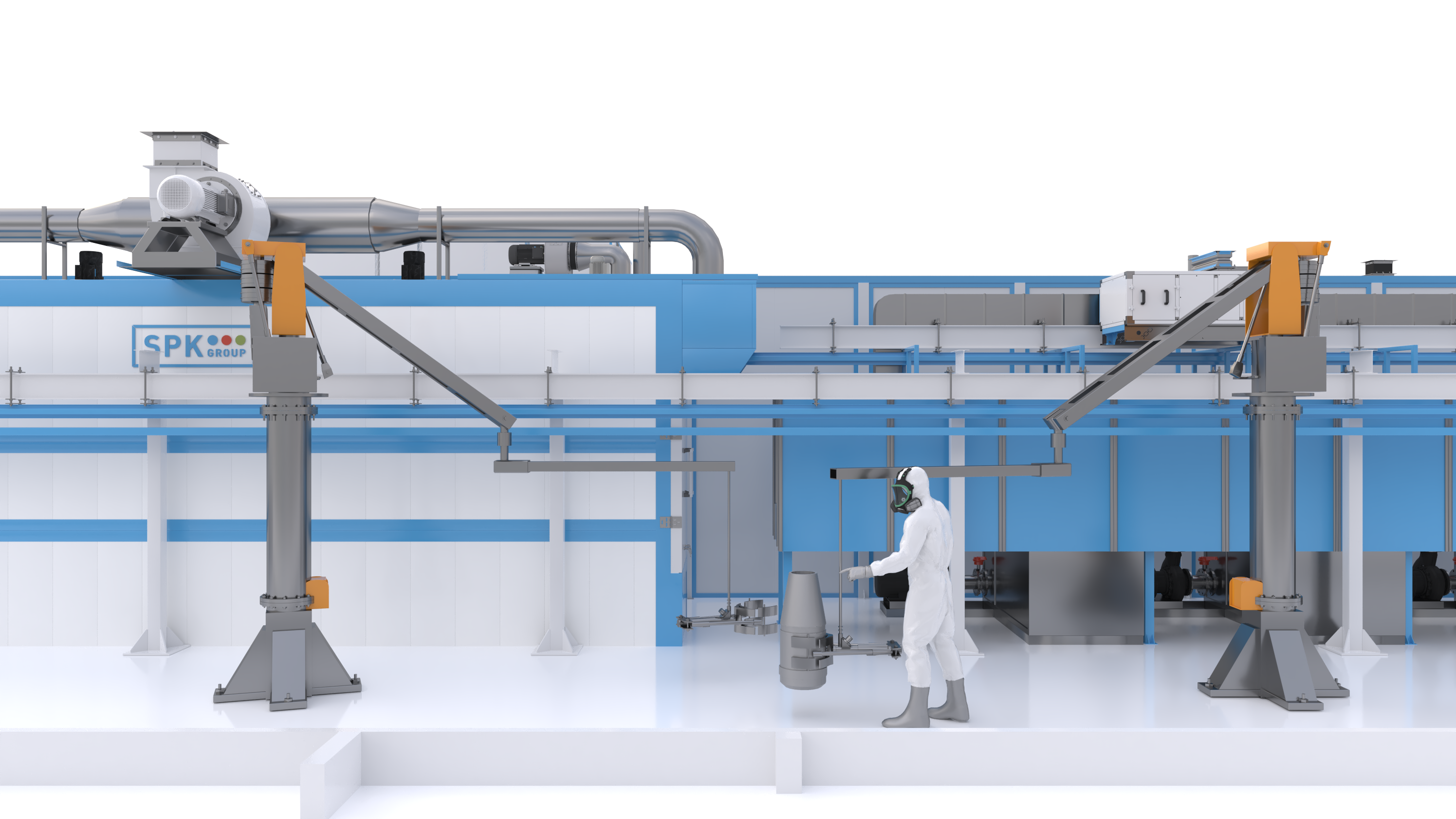
Роботизированная линия подготовки и окраски SPK GROUP для сферы машиностроения

Автоматическая линия подготовки и окраски
Линия окраски и сушки изделий предназначена для механизированного нанесения обезжиривающего состава и лака на внутренние полости изделия и автоматической сушки.
Загрузка/выгрузка изделий на линию осуществляется вручную. В дальнейшем возможна установка роботов-манипуляторов для полной автоматизации этой операций. Изделия располагаются на специальной оснастке тактового цепного конвейера. Длина зоны загрузки и зоны выгрузки определяется на этапе проектирования.
Каждое место установки изделий на цепном конвейере снабжено ролико-опорами, которые позволяют предавать изделию вращение, не повреждая внешнего покрытия и не нарушая геометрию изделия. Конвейер движется тактово, длина такта равняется длине между изделиями.
После того как оператор загрузки установил изделие в рабочее положение конвейер начинает тактово его перемещать в камеру Обезжиривания, затем Продувка внутренней поверхности, камера Окраски и после Сушка.
Камера Обезжиривания и Окраски снабжена вытяжной вентиляцией во взрывозащищенном исполнении. В позиции окраски обеспечивающая вращение изделия вокруг центральной оси за счет роликов на цепном конвейере и за счёт верхнего ленточного конвейера. Изделие вращается во время окраски, растекания и сушки.
Процесс обезжиривания и окраски осуществляется с помощью манипулятора, оснащенного автоматической головкой IWATA с удлиненным соплом, распыляющим на 180 градусов.
Автоматическая головка проходит через отверстие изделия и останавливается, немного не доходя до дна изделия. Начинается подача материала и головки перемещается к выходу из внутренней полости изделия. На выход вся внутренняя поверхность изделия будет обработана равномерно. Цикл повторяется со следующим изделием при сдвиге конвейера на следующий шаг.
Промывка системы после окончания смены осуществляется в полуавтоматическом режиме. К соплу подставляется ёмкость и оператор нажимает соответствующую кнопку на сенсорной панели управления.
Линия комплектуется краскоприготовительным отделением SPK-PKS-2.1.2. Краскоприготовительное отделение (далее – КПО) предназначено для подготовки и смешивания (приготовления) лакокрасочных материалов (Компоненты Лака БТ-5100 и промывной растворитель). КПО располагается в непосредственной близости от линии и снабжено системой вытяжной вентиляции, обеспечивающей не менее чем 10-кратный воздухообмен.
Для соблюдения норм противопожарной безопасности отделение оборудуется автономной системой автоматического порошкового пожаротушения и газоанализаторами НКПР паров ЛВЖ. В нем предполагается установка мобильных поддонов с решеткой для сбора краски в случае ее пролива. Оборудование для смешивания, подготовки ЛКМ, окрасочное оборудование входят в поставку. В комплект входят два бака из нержавеющей стали с датчиком минимального уровня ЛКМ и пневматическими мешалками, а также мембранный насос с пневматическим приводом.
После окрашивания изделия попадают в камеру сушки. Камера сушки оснащена боковым пленумом, с установленными в нем воздухораспределительными соплами (одно сопло на против каждого положения изделия), вентиляционным агрегатом во взрывозащищенном исполнении с газовым нагревателем. Изделия сушатся при температуре 600 С. Горячий воздух подаётся непосредственно во внутреннюю полость изделия.
Камеры окраски и сушки являются необитаемыми (без постоянного прибывания людей), и они снабжены съёмными панелями для проведения осмотра и планового ТО.
Система автоматического пожаротушения входит в комплект поставки. Оборудование устанавливается на ровное бетонное основание.
Манипулятор пантограф
- Грузоподъемность – 100 кг (включая массу захвата);
- Рабочее давление сжатого воздуха – 0,6...07 Мпа;
- Расход сжатого воздуха на 1 рабочий ход не более 180 мл;
- Цепь 292 м, бипланарная, карданная.
Камеры окраски
Корпус камеры представляет из себя конструкцию из стального силового каркаса на болтовых соединениях, обшитого стеновыми и крышными сэндвич панелями.
Система освещения создаёт освещённость 800-1000 Лк в соответствии с ГОСТ Р 55710-2013.
Сервисные двери состоят из двух скрепленных между собой гальванизированных стальных листов толщиной 1,5 мм каждый, обработанных антикоррозийным эпоксидным грунтом стойким к температурам до 140°C (без добавления полиуретановых соединений, не способных переносить высокие температуры). Панели окрашены эмалью.
Вытяжные окрасочные стены
С применением краскоостанавливающих фильтров высокой ёмкости PTS-Block
- Вытяжные стены на базе PTS-Block применяются в камерах с большим расходом окрасочного материала и большим объемом перепыла краски.
- Высокая ёмкость фильтров PTS-Block (50..100 кг/м²) позволяет значительно увеличить временой интервал между заменами фильтров (до 15 раз);
- Лабиринтная конструкция фильтра сглаживает перепад давления на вытяжной фильтрационной стене, что благоприятно влияет на общий воздушный поток в камере и предотвращает застойные зоны;
- Блочная и универсальная конструкция вытяжной стены на базе фильтров PTS-Block позволяет быстро осуществить сборку по месту и легко осуществить интеграцию в уже существующее окрасочное производство или камеру;
- Возможность интеграции фильтров второй ступени G3 «стекловолоконные» прямо в конструкцию вытяжной стены позволяет осуществить фильтрацию со степенью 95..98% от окрасочного опыла в рамках одного блока.
Приточно-вытяжной агрегат
Моноблочная конструкция с приточным и вытяжным вентиляторами в одном корпусе позволяет размещать вентиляционную группу с любой стороны кабины, в том числе и на крыше, предельно минимизировав при этом занимаемую площадь.
Использование таких вентиляторов в совокупности с прямым приводом от электродвигателей и частотным регулированием, обеспечивает значительную экономию электроэнергии, увеличивает срок службы фильтров и исключает необходимость обслуживания в течение всего срока эксплуатации. По сравнению с традиционными вентиляторами типа "беличье колесо", вентилятор высокого давления с назад загнутыми лопатками обладает более высоким КПД (на 20..30%), имеет лучшие шумовые характеристики и податлив к регулировке производительности.
Система контроля технологических режимов
Камера укомплектована шкафом управления, частотными преобразователями и выносной сенсорной панелью управления.
Сенсорная панель управления оснащена системой управления всеми фазами, проводимых работ и имеет высокий класс надежности и безопасности (IP65).
Оборудована:
- Основным выключателем (на стойке управления);
- Кнопкой аварийной остановки (на стойке управления);
- Переключателем фаз покраски/сушки;
- Выключателем горелки/автоматики нагревательного элемента;
- Выключателями света (на стойке управления);
- Автоматическими системами: регулировки температуры для фаз покраски/сушки, продолжительности фазы сушки, функцией автоматического поддержания заданной температуры системы термовентиляции, функцией автоматического отключения подачи воздуха в покрасочный пистолет во время фазы сушки (меню сенсорной панели);
- Регулятором температуры (меню сенсорной панели);
- Счетчиком времени (меню сенсорной панели);
- Регулятором времени технологических циклов (меню сенсорной панели);
- Индикатором наличия питания (на стойке управления);
- Индикатором окраски напылением (меню сенсорной панели);
- Индикатором горячей сушки (меню сенсорной панели);
- Индикатором отказа горелки/нагревательного элемента (меню сенсорной панели);
- Журналом ошибок и сигнализаций;
- Измерением и индикацией избыточного давления в камере;
- Каналами для программирования различных схем/режимов работы камеры;
- Блокировкой и включением сирены при отключении вентиляции в ходе технологического процесса.